 Lietuvos
Lietuvos-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски - Lietuvos
-
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Produktai






CNC pasvirusi lovos tekinimo staklės
„Jingfusi® CNC“ pasvirusios lovos tekinimo staklės randa pritaikymą pramoninėje aplinkoje, kur gamyba reikalauja labai tikslumo ir tikslumo. Be pramoninio naudojimo, šios juostos patenkina mėgėjų ir smulkaus verslo savininkų poreikius, ieškančius įrankio, siūlančio aukštą pritaikymo lygį ir lankstumą projektavimo procesuose. Nesvarbu, ar tai yra didelio masto gamybos parametrai, ar mažesnio masto įmonės, CNC pasvirusios „Jingfusi®“ lovų tekinimo staklės prisitaiko prie įvairių reikalavimų, derinant tikslumą su universalumu.
Modelis:CK46
Siųsti užklausą
Prekės aprašymas
„Jingfusi® CNC“ pasvirusios lovos tekinimo staklės išsiskiria kaip tikslus apdirbimo įrankis, kruopščiai pagamintas įvairių komponentų gamybai, ypač pabrėžiant cilindrines ir sukimosi dalis. Jo apibūdinimas yra pasvirusios lovos struktūra, strategiškai sukurta siekiant padidinti stabilumą ir tikslumą viso apdirbimo proceso metu. Šis novatoriškas dizainas užtikrina, kad tekinimo staklės puikiai teikia tikslius ir aukštos kokybės rezultatus, todėl tai tampa vertingu turtu įvairioms gamybos sritims.
Mašinos kelionės schema

Informacija apie produktą

Parametrų sąrašas
| projektas | vienetas | CK46 | CK52 | CK76 | |
| Maksimalus posūkio ilgis | mm | 350 | |||
| Maksimalus pasukimo skersmuo ant lovos | mm | Ø 500 | |||
| Maksimalus riedlentelio posūkio skersmuo | mm | Ø 160 | |||
| Lovos polinkis | ° | 35 ° | |||
| Efektyvi x/z ašies kelionė | mm | 1000/400 skersmuo | |||
| X/z ašies varžto specifikacijos | mm | 32 | |||
| X/z ašies geležinkelio specifikacijos | mm | 35 | |||
| X/z ašies variklio galia | Kw | 1.3 | |||
| Maksimalus greitas x/z ašies judėjimas | m/mano | 24 | |||
| Staklių ilgis x plotis x aukštis | mm | 2100x1580x1800 | |||
| Bendras visos mašinos svoris | Kg | 2600 | |||
| Peilio numeris | ištaisyti | 8 | |||
| Kvadratinio peilio dydis | mm | 20x20 | |||
| Apvalios skylės pjaustytuvo dydis | mm | Ø20 | |||
| Bendra galia | kw | 13 | 13 | 16 | |
| Vidutinė energijos suvartojimas | Kw / h | 2 | 2 | 2.5 | |
| Pagrindinis velenas | Verplio galo veido forma |
|
A2-5 | A2-6 | A2 -8 |
| Maksimalus verpstės greitis | r/min | 6000 (nustatytas 4500) | 4200 (nustatytas 3500) | 3200 (nustatytas iki 2500) | |
| Verpstės variklio galia | Kw | 7.5 | 7.5 | 11 | |
| Vertės vertės sukimo variklio sukimo momentas | Nm | 47,8 nm | 47,8 nm | 72 nm | |
| Maksimalus strypo perdavimo skersmuo | mm | Ø 45 | Ø 51 | Ø 75 | |
Mušlinių įrankių tikslumas
| Mašinos tikslumas, „Jingfus“ koeficiento standartas : | ||||
| Pagrindinis bandymo elementas | Scheminė schema | Aptikimo metodas |
Gamyklos standartas |
|
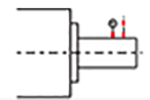
| Verplio radialinis ritmas, |
 |
Aptikti išorinio kūgio bėgimą | 0.0025 | |
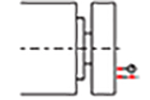
| X ašies pakartojimo padėtis |
 |
Nustatykite pakartotinį x ašies padėtį. Pastaba: pirmiausia numatykite maždaug 50 kartų, kad kompensuotumėte šalto variklio ir karšto variklio paklaidą, o tada nustatykite pakartotinį padėties nustatymą. | 0.0025 | |
| Z ašies pakartojimo padėtis |
 |
Aptikkite pakartotinę padėtį ant z ašies. Pastaba: pirmiausia numatykite maždaug 50 kartų, kad kompensuotumėte šalto variklio ir karšto variklio paklaidą, o tada nustatykite pakartotinį padėties nustatymą. | 0.0025 | |
| Jei klientas nori išbandyti X/Z/Y ašies ISO arba VD1 tikslumą, jis turi būti nustatytas sutarties rašymo metu. Klientas privalo išbandyti šį elementą tuo pačiu metu, kai pradinis „Jingfusi“ gamyklos priėmimas. | ||||

Hot Tags: CNC pasvirusios lovos tekinimo staklės, Kinija, gamintojai, tiekėjai, gamyklos, kokybės, kainų sąrašas
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.









X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika