 Lietuvos
Lietuvos-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски - Lietuvos
-
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Namai
>
Produktai > Pasvirusi CNC tekinimo staklės
>
CNC tekinimo staklės su pasvirusia lova ir įrankių eile
Produktai






CNC tekinimo staklės su pasvirusia lova ir įrankių eile
Kinijos gamintojas Jingfusi® siūlo aukštos kokybės CNC tekinimo stakles su pasvirusia lova ir įrankių eilute. Įsigykite aukštos kokybės CNC tekinimo stakles su pasvirusia lova ir įrankių eile tiesiogiai už mažą kainą.
Siųsti užklausą
Prekės aprašymas
Jingfusi® yra pirmaujanti Kinijos CNC tekinimo staklių su pasvirusia lova ir įrankių eilute gamintoja, tiekėja ir eksportuotoja. Siekdami tobulos gaminių kokybės, kad mūsų CNC tekinimo staklės būtų patenkintos daugelio klientų. Ekstremalus dizainas, kokybiškos žaliavos, aukštas našumas ir konkurencinga kaina yra tai, ko trokšta kiekvienas klientas, o mes taip pat galime jums tai pasiūlyti. Žinoma, taip pat labai svarbu yra mūsų puikus aptarnavimas po pardavimo. Jei jus domina mūsų paslaugos, galite pasikonsultuoti jau dabar, mes jums atsakysime laiku!


Mašinos kelionės diagrama
Produkto Aprašymas
Parametrų sąrašas
| Pagrindinė specifikacija | |||
| Prekė | vienetas | Specifikacija | Pastaba |
| Maks. posūkio skersmuo | mm | 250 |
|
| Maks. sūpynės sk. per tekinimo stakles | mm | Ø500 |
|
| Maks. posūkio skersmuo per slydimo lovą | mm | Ø160 |
|
| Nuožulnios lovos laipsnis | laipsnį | 35° |
|
| X ašies efektyvus judėjimas | mm | 1000 |
|
| Z ašies efektyvi eiga | mm | 400 |
|
| X/Z ašis maks. greitas kelionės greitis | m/min | 24 |
|
| Stalo dydis: L X W | mm | 700 x 290 |
|
| Mašinos dydis: P x P x A | mm | 2100x1580x1800 |
|
| Mašinos grynasis svoris | kilogramas | 2600 |
|
|
|
vnt | 8 |
|
| Kvadratiniai įrankiai | mm | 20 x 20 |
|
| Skylės peilio dydis | mm | Ø20 |
|
| Visas arklys | kw | 13 |
|
| Vidutinis energijos suvartojimas | kw/h | 2 |
|
| Verpstės veido forma |
|
A2-5 | 52:A2-6;CK36:A2-4 |
| Veleno greitis | aps./min | 6000 | 52:4200;CK36:5000 |
| Suklio greičio nustatymas | aps./min | 1-4500 | 52:1-3500;CK36:1-4500 |
| Suklio vardinis sukimo momentas | Nm | 35 Nm (1500 aps./min.) | 52:47,8 nm; CK36: 38 Nm |
| Maksimalus strypo skersmuo | mm | Ø45 | 52:Ø50;CK36::Ø50 |
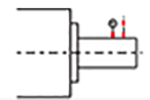
Staklių tikslumas
| Mašinos tikslumas, Jingfus koeficiento standartas: | ||||
| Pagrindinis bandomasis elementas | Schema | Gamyklos standartas | ||
| Verpstės radialinis plakimas, |
 |
Aptikti išorinio kūgio nutekėjimą | 0.0035 | |
| X ašies kartojimo padėtis, X |
 |
Aptikti pasikartojančią X ašies padėtį. Pastaba: pirmiausia numatykite apie 50 kartų, kad kompensuotumėte šalto ir karšto variklio klaidas, o tada nustatykite pasikartojančią padėties nustatymą. | 0.003 | |
| Z ašies kartojimo padėtis, Z |
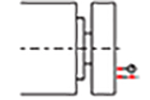 |
Aptikti pasikartojančią padėtį Z ašyje. Pastaba: pirmiausia numatykite apie 50 kartų, kad kompensuotumėte šalto ir karšto variklio klaidas, o tada nustatykite pasikartojančią padėties nustatymą. | 0.003 | |
| Jei užsakovas nori išbandyti X/Z/Y ašies ISO arba VD1 tikslumą, jis turi būti nustatomas sutarties sudarymo metu. Klientas turi išbandyti šią prekę tuo pačiu metu, kai pirmą kartą priima Jingfusi Factory. | ||||
Hot Tags: CNC tekinimo staklės su pasvirusia lova ir įrankių eile, Kinija, gamintojai, tiekėjai, gamykla, kokybė, kainoraštis
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.









X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika