 Lietuvos
Lietuvos-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски - Lietuvos
-
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Namai
>
Produktai > Pasvirusi CNC tekinimo staklės
>
Linkęs pasviręs lova, pasukanti CNC tekinimo staklę
Produktai






Linkęs pasviręs lova, pasukanti CNC tekinimo staklę
„CK46“ pasviręs pasvirusios lovos sukimo CNC tekinimo staklės aparatas yra „Jingfusi®“ patobulinimas ir atnaujinimas pirminiu pagrindu. Remiantis aukšto apdorojimo našumu ir lengvai veikiant originaliam modeliui, jis buvo sukurtas su visiškai uždaru polinkio lovos dizainu ir didesne veikimo erdve, didesniu apdorojimo greičiu ir tiksliais CNC staklėmis, kurias lengviau sureguliuoti ir prižiūrėti.
Modelis:CK46
Siųsti užklausą
Prekės aprašymas
This Inclined Slant bed Turning CNC Lathe Machine adopts a 45-degree inclined bed design and a super-rigid torque structure to ensure that the bed is not easily deformed during heavy-load cutting. The tilt angle makes installation, replacement and inspection easier. High-precision ball screws and spindles. Guaranteed highest precision and surface gloss.


„Jingfusi® Slant Bed CNC“ tekinimo mašinos savybės:
Optimalus dizainas:Šis pasviręs pasviręs lovos sukimo CNC tekinimo staklės aparatas pasižymi 35 laipsnių nuožulnių lovų dizainu, užtikrinančiu padidėjusį tvirtumą ir stabilumą tiksliai apdirbti.
Efektyvus mikroschemų tvarkymas:Mašina siūlo didelę lusto perteikimo talpą, leidžiančią klientams lanksčiai pasirinkti priekinę ar galinę lusto pašalinimą, užtikrinant patogumą apdirbimo procese.
Sraigtas PRE-tempimas:Įtraukus sraigto išankstinio tempimo struktūrą, šis tekinimo staklės optimizuoja apdirbimo tikslumą ir patikimumą.
„Gang“ tipo įrankio įrašas:Įrengtas gaujos tipo įrankio įrašu, ši tekinimo staklė palaiko kelių įrankių naudojimą, kad būtų padidintas efektyvumas ir universalumas įvairiose apdirbimo operacijose.
Informacija apie produktą
Parametrų sąrašas
| projektas | vienetas | CK46 | CK52 | CK76 | |
| Maksimalus posūkio ilgis | mm | 350 | |||
| Maksimalus pasukimo skersmuo ant lovos | mm | Ø 500 | |||
| Maksimalus riedlentelio posūkio skersmuo | mm | Ø 160 | |||
| Lovos polinkis | ° | 35 ° | |||
| Efektyvi x/z ašies kelionė | mm | 1000/400 skersmuo | |||
| X/z ašies varžto specifikacijos | mm | 32 | |||
| X/z ašies geležinkelio specifikacijos | mm | 35 | |||
| X/z ašies variklio galia | Kw | 1.3 | |||
| Maksimalus greitas x/z ašies judėjimas | m/mano | 24 | |||
| Staklių ilgis x plotis x aukštis | mm | 2100x1580x1800 | |||
| Bendras visos mašinos svoris | Kg | 2600 | |||
| Peilio numeris | ištaisyti | 8 | |||
| Kvadratinio peilio dydis | mm | 20x20 | |||
| Apvalios skylės pjaustytuvo dydis | mm | Ø20 | |||
| Bendra galia | kw | 13 | 13 | 16 | |
| Vidutinė energijos suvartojimas | Kw / h | 2 | 2 | 2.5 | |
| Pagrindinis velenas | Verplio galo veido forma |
|
A2-5 | A2-6 | A2 -8 |
| Maksimalus verpstės greitis | r/min | 6000 (nustatytas 4500) | 4200 (nustatytas 3500) | 3200 (nustatytas iki 2500) | |
| Verpstės variklio galia | Kw | 7.5 | 7.5 | 11 | |
| Vertės vertės sukimo variklio sukimo momentas | Nm | 47,8 nm | 47,8 nm | 72 nm | |
| Maksimalus strypo perdavimo skersmuo | mm | Ø 45 | Ø 51 | Ø 75 | |
Mušlinių įrankių tikslumas
| Mašinos tikslumas, „Jingfus“ koeficiento standartas : | ||||
| Pagrindinis bandymo elementas | Scheminė schema | Aptikimo metodas |
Gamyklos standartas |
|
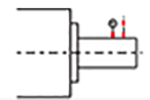
| Verplio radialinis ritmas, |
 |
Aptikti išorinio kūgio bėgimą | 0.0025 | |
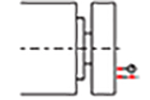
| X ašies pakartojimo padėtis |
 |
Nustatykite pakartotinį x ašies padėtį. Pastaba: pirmiausia numatykite maždaug 50 kartų, kad kompensuotumėte šalto variklio ir karšto variklio paklaidą, o tada nustatykite pakartotinį padėties nustatymą. | 0.0025 | |
| Z ašies pakartojimo padėtis |
 |
Aptikkite pakartotinę padėtį ant z ašies. Pastaba: pirmiausia numatykite maždaug 50 kartų, kad kompensuotumėte šalto variklio ir karšto variklio paklaidą, o tada nustatykite pakartotinį padėties nustatymą. | 0.0025 | |
| Jei klientas nori išbandyti X/Z/Y ašies ISO arba VD1 tikslumą, jis turi būti nustatytas sutarties rašymo metu. Klientas privalo išbandyti šį elementą tuo pačiu metu, kai pradinis „Jingfusi“ gamyklos priėmimas. | ||||
Hot Tags: Pažydėta nuožmios lovos sukimo CNC tekinimo mašina, Kinija, gamintojai, tiekėjai, gamyklos, kokybės, kainų sąrašas
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.









X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika